Kesme etkisi iyi olmadığında ne yapılmalı?
2025-04-22




Fiber lazer kesim makineleri, modern üretimde vazgeçilmezdir. Belirli malzeme kalınlıklarının kötü kesimi, tutarsız hava basıncı veya optik yolun yanlış hizalanması gibi sorunlar, üretkenliği ciddi şekilde etkileyebilir. Bu sorunların zamanında çözülmesi, iş akışı sürekliliğini sağlamak ve yatırım getirisini en üst düzeye çıkarmak için kritik öneme sahiptir.
Bu kılavuz , Fiber lazer kesim makinelerinde sık karşılaşılan satış sonrası sorunlarına (kötü kesim sonuçları) odaklanmaktadır ve yapılandırılmış çözümlerimiz, teknisyenlerin temel nedeni etkili bir şekilde belirlemelerine yardımcı olur. Parametre ayarlamaları, nozul optimizasyonu ve sistematik donanım kontrolleriyle kullanıcılar optimum performansı geri kazanabilir ve tutarlı bir çıktı sağlayabilir.
Belirli bir süre kullanım için, müşteri geri bildirimleri belirli bir kalınlıktaki karbon çeliğini kestiğinde, Fiber lazer kesim makinesinin kesme etkisinin iyi olmadığını göstermektedir.
Sorun neden analizi:
1. Müşteriyle teyit edilmesi gereken, yalnızca karbon çeliğinin kalınlığı mı kötü kesiliyor, yoksa tüm karbon çeliğinin kalınlığı mı kötü kesiliyor, eğer yalnızca bir kalınlıkta sorun yoksa, diğer kalınlıkta sorun yoksa, genellikle sadece yeni bir parametre hata ayıklaması gerekir; eğer tüm kalınlıktaki kesme etkisi iyi değilse, daha fazla analiz yapılması gerekir:
2. tüm kalınlıklarda kesme işlemi kötü bir durumdur, temel olarak parametrelerden hariç tutulabilir, sorunlara neden olan, makinenin genel seviyesinden temel inceleme için hariç tutulması gerekir, örneğin kullanım ve spesifikasyonun normal çalışmasını tamamlayıp tamamlamadığı, alarm olup olmadığı, mekanik çarpışma gibi özel koşulların işlevsel hasara yol açıp açmadığı vb.
3. Temel kontroller tamamlandıysa gaz sorununu da göz önünde bulundurmamız gerekiyor!
Çözüm:
1. Sadece belirli bir kalınlıktaki kesme anormalliği için, parametreleri değiştirin, uygun nozulu kullanın, eşleşen hızı, gaz türünü, hava basınç değerini, odak değerini ayarlayarak en iyi kesme sonuçlarını bulun ve tasarruf edin!
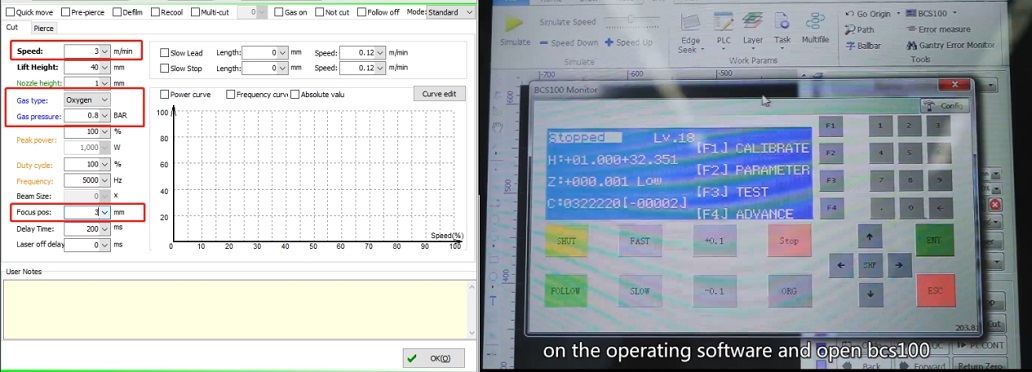
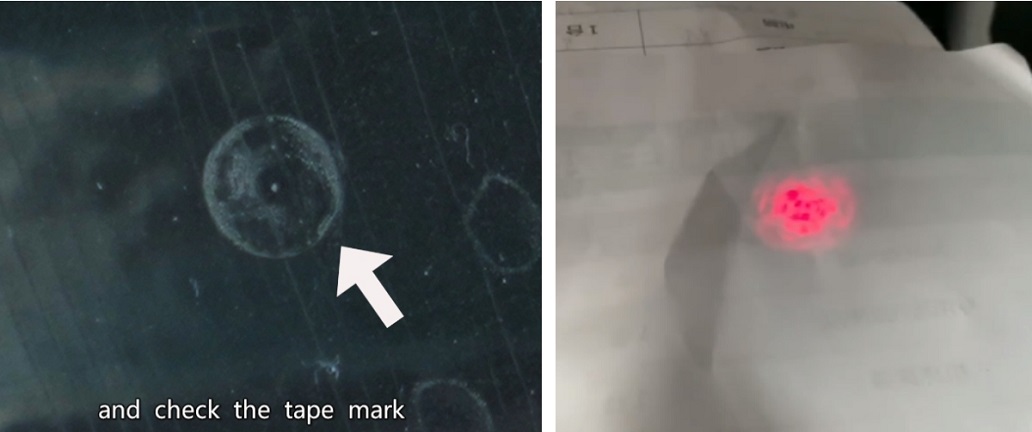
2. Tüm kalınlıklar iyi kesilmiyorsa, müşteriye kesme sürecindeki değişiklikleri sormalı, temel bilgileri bulmalı ve incelemeye öncelik vermelisiniz. Aksi takdirde, yalnızca nozul seçiminin doğru olup olmadığı, BCS100 nozul kalibrasyonunun tamamlanıp tamamlanmayacağı, optik yolun merkezde olup olmadığı, lazer kafasının iç merceğinin temiz olup olmadığını belirlemek için kırmızı ışığın durumunu beyaz bir kağıtla kontrol etme vb. gibi tüm temel öğeleri kontrol edebilirsiniz.
3. Temel proje kontrolünün tüm günlük işlemleri tamamlanmışsa, sorun çözülmemişse, Fiber lazer kesim makinesinin oksijen ölçerinin çıkış hava basıncının 0,8 MPA'da olup olmadığını ve sızıntı olayı olmadan sabit olup olmadığını kontrol etmeniz gerekir; üfleme hava basıncının ayarıyla oksijen orantılı valf değerini eşleştirmek için üfleme testi yapın, örneğin uyumsuzluk varsa, Fiber lazer kesim makinesi yazılımını, yazılımın gerçek voltaj değerine karşılık gelen farklı hava basıncı ayarları için test etmeniz ve ardından basıncın düzeltilmesi için yazılım veya üreticiyle iletişim kurmanız gerekir . Orantılı valfin işlevini hariç tutmak için üreticiyle iletişim kurun; sorun çözülmezse, kesim için kullanılan oksijenin saflığının %99,95'ten fazla olması gereksinimine göre oksijeni değiştirmek gerekir.