Conectar
Conectar
 Conectar
Conectar












Lazer metal kesme makinesinin kesme etkisi, yardımcı gaz basıncı, lazer gücü, kesme hızı, odak konumu vb. gibi birçok faktörden etkilenir. Aşağıda, Aore Laser yukarıdaki dört faktöre ilişkin ayrıntılı yanıtlar verecektir
Yardımcı gaz basıncının etkisi
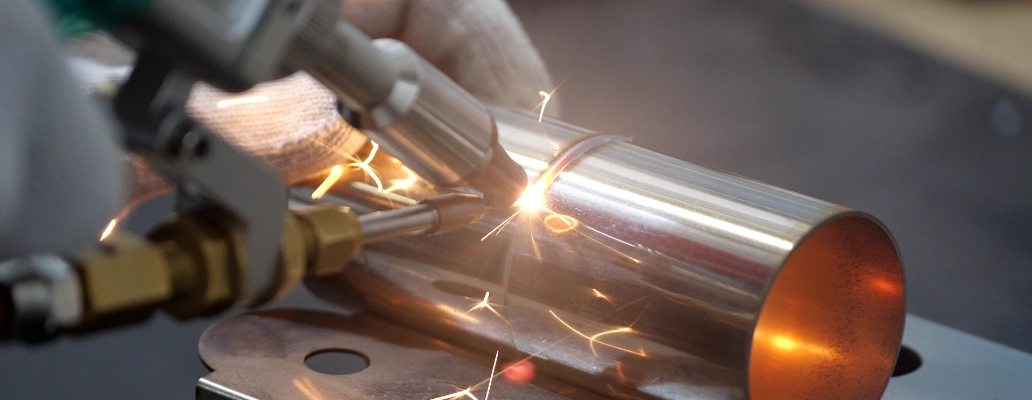
Lazer kesme işleminde, yardımcı gaz basıncı cürufu üflemede, malzemeleri soğutmada ve yanmayı desteklemede rol oynar. Yardımcı gazlar arasında oksijen, basınçlı hava, nitrojen ve inert gazlar bulunur.
Oksijen, metal yanmasına katılabilir, bu da lazer metal kesme makinesinin kesme verimliliğini artırabilir ve çoğu metali kesmek için uygundur; inert gaz ve hava, bazı metal malzemeleri (alüminyum alaşımları gibi) ve metal olmayan malzemeleri kesmek için uygundur ve malzeme yanmasını önleyebilir.

Lazer fiber kesme makinelerinin lazer gücünün etkisi
Lazer gücünün kesme hızı, kerf genişliği, kesme kalınlığı ve kesme kalitesi üzerinde büyük etkisi vardır. Lazer fiber kesme makinelerinin güç boyutu, malzeme özelliklerine ve kesme mekanizmasına bağlıdır. Örneğin, yüksek erime noktasına sahip malzemeler (alaşımlar gibi) ve kesme yüzeyinin yüksek yansıtıcılığına sahip malzemeler (bakır ve alüminyum gibi) daha büyük bir lazer gücü gerektirir.
Aore Laser, lazer kesim işlemlerinde en iyi kesim kalitesi için bir lazer gücü olduğunu hatırlatır. Bu lazer gücünün altında kesilmeyebilir veya cüruf görünebilir; bu gücün üstünde aşırı yanmış olur. Lazer metal kesme makinesi hızının kesme etkisi
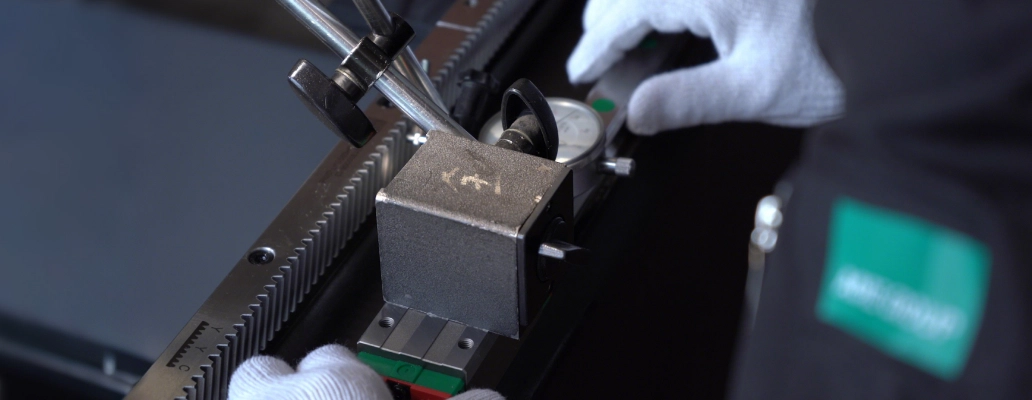
İdeal kesme hızı, kesme yüzeyinin nispeten pürüzsüz bir çizgi sunmasını ve malzeme bölümünün pürüzsüz ve çapaksız olmasını sağlar. Yardımcı gaz basıncı ve lazer gücü sabit olduğunda, kesme hızı ve kerf genişliği doğrusal olmayan ters bir ilişki gösterir. Lazer metal kesme makinesi kesme hızı nispeten yavaş olduğunda, lazer enerjisi kerf üzerinde daha uzun süre etki eder, bu da kerf genişliğinde bir artışa yol açar veya alttaki kerf çok geniş olur ve kesme kalitesi ve üretim verimliliği büyük ölçüde azalır.
Aore Laser, lazer metal kesme makinesi kesme hızını artırırsanız, lazer ışını enerjisinin iş parçası üzerinde daha kısa bir süre etki edeceğini, bunun da ısı yayılımını ve ısı iletim etkilerini azaltacağını ve yarığın genişliğinin de daha küçük olacağını hatırlatır. Ancak, hız çok hızlı olduğunda, kesilen iş parçası malzemesi yetersiz kesme ısısı girişi nedeniyle kesilmeyecektir.

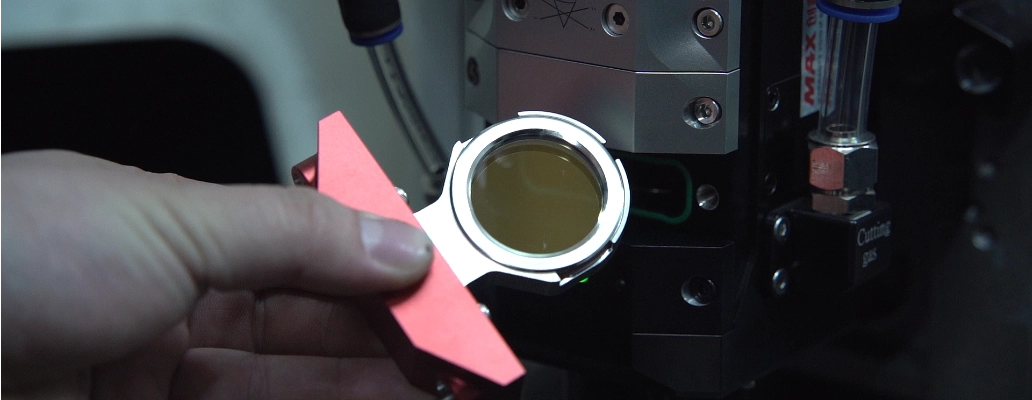
Odak konumunun etkisi
Odak konumu, lazer odağından iş parçası yüzeyine olan mesafedir ve bu, doğrudan kesme yüzeyinin pürüzlülüğünü, yarığın eğimini ve genişliğini ve erimiş kalıntının yapışmasını etkiler. Odak konumu çok ileri olursa, kesilen iş parçasının alt ucu tarafından emilen ısı artacaktır. Sabit kesme hızı ve yardımcı gaz basıncı koşulu altında, kesilen malzeme ve yarığın yakınındaki erimiş malzeme alt yüzeyde sıvı formda akacak ve erimiş malzeme soğuduktan sonra küresel bir şekilde iş parçasının alt yüzeyine yapışacaktır; Eğer pozisyon geride kalırsa, kesilen malzemenin alt ucu tarafından emilen ısı azalacaktır, bu nedenle yarıktaki malzeme tamamen eritilemez ve bazı keskin ve kısa kalıntılar plakanın alt yüzeyine yapışır.
Aore Laser, normal koşullar altında lazer fiber kesme makinelerinin odak konumunun iş parçası yüzeyinde veya biraz altında olması gerektiğini, ancak farklı malzemelerin farklı gereksinimleri olduğunu hatırlatır. Karbon çeliği keserken, odak plaka yüzeyinde olduğunda kesme kalitesi daha iyidir; ve paslanmaz çelik keserken, daha iyi sonuçlar için odak plaka kalınlığının yaklaşık 1/2'si olmalıdır.